Такое оборудование предназначено для соединения деталей из металла сварным способом. В основу любого аппарата закладывается источник питания. Его основная задача – преобразовать значение входящего напряжения в ток для сварки с необходимыми параметрами. По своим показателям мощности сварочную аппаратуру можно разделить на бытовое и профессиональное оборудование.
Суставы, о которых мы говорили, типичны для дуговой сварки. Если применяются оксиацетиленовая сварка, подводная дуговая сварка, технология сварки цветными металлами и т.д. Форма кромок может быть различной. Дуговая сварка и газовая сварка были одними из первых процессов, разработанных с опозданием в этом столетии, после чего вскоре после этого была проведена резистивная сварка и электросварка.
Первое, что нужно сделать, это очистить поверхности, как механически, так и химически, то есть обезжирить их, раскислить их, а затем покрыть их слоем флюса, который позволяет избежать последующего окисления и облегчить «смачивание» тех же самых, Он связывается с металлами поверхностей, подлежащих сварке. В соответствии с вышеописанной процедурой две стороны штук, подлежащих соединению, обычно лужены и затем нагреваются одновременно, таким образом, соединяются вместе.
Какие бывают виды сварочных аппаратов
Они представляют собой корпуса из металла, имеющие заземление. На передней стенке располагается приборная панель и клеммы, к которым подсоединяется держатель электродов и кабельная линия на «массу». Исходя из типа питающего источника, различают следующие виды сварочных аппаратов:
Во многих случаях исходное сырье представлено в виде нитки, намотанной на катушку. В этом случае внутренняя часть пряжи полая и заполнена антиоксидантной полоской, что делает ее ненужной для покрытия поверхности. Он имеет множество приложений, среди которых.
Они используются в сантехнике для соединения свинцовых труб или для покрытия существующих трещин в них.
- Для пайки компонентов на печатных платах.
- Сварка электрических кабелей.
- Сварка белой жести.
Виды инверторных сварочных аппаратов

Самым доступным по стоимости можно назвать инвертор для сварочных работ ММА-200 КЕДР. Он не отличается большими габаритами, сваривает конструкции сантиметровой толщины. Работает по углеродистому и нержавеющему материалу, чугуну. Аппаратура снабжена защитой от перегревания и скачков напряжения. Стоит такая сварка около 10 000 рублей.
Требования к качественной сварке. По его положению в пространстве в: горизонтальном, плоском, вертикальном и на голове. Самые легкие ничьи - горизонтальные, а самые сложные - голова. Верхние шнуры могут выполняться теми сварщиками, которые приобрели большой навык в применении этого процесса сварки.
Сварка нитей по головке электрической дугой сложнее, чем сварка в этом положении процессом оксиацетилена. Вертикальная сварка по сравнению с плоской сваркой немного сложнее. В отношении усилий, которые действуют: боковые, лобные, комбинированные и косые.

НЕОН ВД-161 считается самым надежным среди бытовых инверторов. Стоимость его составляет 9 000 рублей. Применяется для аргоно-дуговой сварки, в комплекте имеет специальную горелку. Работы можно выполнять электродами различных типов.
Наиболее длительной гарантией и улучшенным сервисным обслуживанием известен инверторный выпрямитель PRO ARG-180 Сварог:
Путем непрерывного или прерывистого удлинения: разрывные шнуры производятся в случаях, когда нет необходимости, чтобы шнур был компактным и что в соответствии с прочностью нет необходимости натягивать непрерывный шнур. По степени выпуклости: в нормальном, усиленном и пустоте. По типу объединения могут быть: прикладом и под углом.
Существует несколько типов сварки, которые используются сварщиком в зависимости от типа сварки, необходимости и материалов для использования, каждый из которых имеет определенную процедуру, использование и применение. Он изготавливается между материалами разной природы, с металлом или без него: или между равными металлами, но с разным металлом вклада.

Стоит он почти четырнадцать тысяч рублей. Может работать от дизельного или бензинового генераторных устройств, защищен от перегревов и скачков напряжения.
Сварочные аппараты постоянного тока

Бутылка кислорода высокого давления также оснащена манометрами низкого и высокого давления и запорными клапанами. Рабочее давление достигается путем полного открытия клапана, и уменьшение до манометра указано низкое соответствующее давление. В качестве входного материала используются металлические стержни того же состава, что и металл, подлежащий сварке.
Растворитель зависит от характера свариваемых металлов. Обычно он представляет собой порошковое покрытие стержней наполнителя. Трубы, обычно резиновые, которые переносят ацетилен и кислород к факелу, что также позволяет легко перемещаться. Они имеют тенденцию отличаться, что позволяет их дифференцировать.
Сварочный аппарат постоянного тока Fubag IQ 180. Способен работать на максимальном сварном токе в 180 А, тип сварки — ручная дуга.

ELITECH ИС 220 стоит несколько больше девяти тысяч рублей. Работает при напряжении в 160 В, весит пять с половиной килограмм. Отличается высоким уровнем стабильности сварочного ока даже в тех случаях, когда в сети наблюдаются перепады напряжения. Имеет функцию регулировки силы сварной дуги. В комплектность входит кабель для заземления и электродный держатель.
PECAНTA САИ 160 К имеет сразу два вентиляторных устройства для принудительного охлаждения, один из которых работает по корпусу, второй – по силовой установке. Стоимость такого аппарата составляет 5 600 рублей. В комплекте включен держатель электродов и заземляющий кабель.
Это устройство, в котором осуществляется сжигание смеси ацетилена и кислорода, состав которого соответствующим образом регулируется с помощью двух клапанов, расположенных на ручке. Он также обычно имеет сменные насадки, которые позволяют работать с кусками различной толщины.
Подходящий защитный материал. Обычно совет, состоящий из доски из огнеупорного материала и снабжен опорой для поддержки факела. Он также обычно содержит винт для удержания мелких кусочков, а также контейнер с водой для охлаждения кусков, которые свариваются. Процедура сварки может быть слева или справа. нет. 3.
В советские времена, когда любой инструмент и оборудование были в дефиците, сварочный аппарат для индивидуального использования можно было только изготовить самостоятельно или купить у кого-нибудь самодельный агрегат.
Теперь есть возможность приобрести заводское оборудование для производства любых работ по дому, или . Но теперь сложность состоит в широком выборе моделей различных производителей. Обычному неискушенному человеку трудно разобраться в этом изобилии и однозначно решить, какой именно сварочный аппарат следует купить.
В настоящее время электросварка незаменима для большого количества. Это система с низкой стоимостью, простоты и быстрого использования, отличных результатов и применима ко всем металлам. Процесс может быть очень разнообразным. Процедура дуговой сварки заключается в провоцировании слияния кромки, подлежащей сварке интенсивным теплом, создаваемым электрической дугой. Кромки расплава деталей и расплавленный материал, отделенные от электрода, тщательно перемешиваются, образуя при охлаждении одну, сильную и однородную часть.
При контакте с противоположными полюсами генератора устанавливается одна большая интенсивность. Если подается требуемый ток, контактная секция между двумя полюсами - потому что она имеет самое высокое электрическое сопротивление - становится раскаленным добела. Это может привести к ионизации окружающей сферы к зоне контакта и что воздух становится проводящим, так что при разделении полюсов прохождение электрического тока поддерживается один за другим через воздух.
Процесс сварки и его типы
– это процесс соединения металлических деталей частичного расплавления их частей с последующим наполнением и формированием сварочного шва.
Сам процесс довольно сложен, профессионалы обучаются ему в течение нескольких лет. Если же сварка используется в быту, то научиться ее использовать для соединения деталей из металла несложно.
Сварка сопротивлением может быть выполнена следующими способами. По пунктам: куски - обычно пластины - свариваются небольшими круговыми областями, изолированными и регулярно разнесенными, которые из-за их относительной малости называются точками. Скрепленные пластины удерживаются с помощью электродов, и через них электрический ток пропускается, чтобы расплавить точки. Когда они затвердевают, кусок соединяется этими точками, число которых будет зависеть от применений и размеров соединяемых листов. Этот тип точечной сварки имеет большое значение в современном, особенно в тонком листе.
Существует два типа сварки:
- электросварка;
- газосварка.
Это два процесса имеют совершенно разные принципы работы и, соответственно, разные возможности.
Для их осуществления используется разное оборудование:
- Газосварочный аппарат, в основе которого лежит сжигание газовой смеси (ацетилена и кислорода). Этот тип сварки используется для соединения тонкостенного металла – , тонколистового металла и других подобных изделий. Ввиду использования баллонов с газом, газосварочный аппарат является довольно опасным и редко используется непрофессионалами для личных нужд.
- Электросварочный аппарат – гораздо более безопасен и удобен в частном использовании. Эти агрегаты практически универсальны – они могут варить и тонкий и толстый металл. Правда, порезать толстый металл с их помощью сложно, проще это сделать при помощи . Поэтому для личных нужд приобретают именно такие аппараты.
Все бытовые сварочные аппараты делятся на:
Он используется в производстве кузовов автомобилей, бытовой техники, а также в электротехнической и игрушечной промышленности. Существуют несколько вариантов точечной сварки: отдельные точки, несколько точек, двусторонние, односторонние и т.д. Пошив: Электрическая сварка швов основана на том же принципе, что и точечная сварка, но в этом случае наконечники электродов заменяются роликами, между которыми и прижимаются кромкой электродов, проходят части к сварка. Таким образом, электроды могут проходить при прохождении электрического тока. . Филе сварки шнуры А загружаются в продольном сечении и шнур В загружается в поперечном сечении.
- трансформаторные;
- инверторные;
- автоматы;
- полуавтоматы.
– имеет высокую мощность, прост в устройстве. Сила сварного тока увеличивается путем прохождения по обмоткам трансформатора. Именно это преобразователь тока является причиной внушительного веса аппарата.
Предполагается, что это происходит в горле сварного шва, где присутствует наименьшая площадь поперечного сечения. Испытания на сваривание на филе с использованием совместимых электродов показали, что сварной шов проходит через его эффективное горло до того, как материал выходит из строя вдоль стороны шнура. Сварные сварные швы более устойчивы к растяжению и сжатию, чем к сдвигу, так что решающими напряжениями являются резка. Этот тип сварки терпит неудачу, разрезая под углом около 45 градусов через горло.
Эффективный размер горловины углового сварного шва номинально представляет собой кратчайшее расстояние от корня до поверхности сварного шва. Если сварка филе спроектирована как асимметричная, с неровными сторонами, сварной шов должен быть рассчитан по форме сварного шва. Эффективные размеры горла для скругления. . Это сварной шов, в котором куски, подлежащие сварке, соединяются концами их торцов, нажимая их при прохождении через них электрического тока, при этом создается температура, благодаря чему достигается соединение.
На данный момент такие устройства еще пользуются определенным спросом. Они неприхотливы, могут работать как от обычной бытовой сети напряжением 220 В, так и от сети в 380 В.
Трехфазные агрегаты, в сравнении с однофазными, имеют высокую и большой диапазон регулировки тока.
Большим преимуществом данного оборудования является его приспособляемость к низкому качеству тока – обмотки трансформатора сглаживают перепады сетевого напряжения и усиливают ток до необходимой величины. Поэтому такие агрегаты более целесообразно использовать там, энергообеспечение неустойчиво.
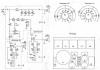
Во время стыковой сварки детали, подлежащие сварке, фиксируются в медных крепежных деталях сварочного аппарата. Крепеж 2 крепится к держателю инструмента и может перемещаться через направляющие пластины, при этом крепежная деталь 1 прикрепляется к неподвижной пластине. Вторичная обмотка трансформатора соединена с крепежными деталями сварочного аппарата с помощью гибких проводников; Первичная обмотка подключается к сети переменного тока. Повторный нагрев нагретых деталей осуществляется с помощью специального механизма, перемещаемого кареткой инструмента.
Также плюсом является и большая мощность оборудования, которая позволяет использовать для сварки электроды любой толщины и проваривать металл на большую глубину.
Есть и недостатки:
- большой вес и габариты аппарата, ограничивающие его перемещение;
- работа на переменном токе отрицательно влияет на качество сварного шва – он получается менее ровным и может иметь обрывы.
Сравнительно новый тип оборудования, которое уже прочно обосновалось в своей нише и постепенно вытесняет трансформаторные агрегаты. Причиной этого являются его неоспоримые преимущества:
являются его неоспоримые преимущества:
Существует три процесса стыковой сварки. Для контактной сварки детали, прикрепленные к крепежу, нажимаются близко друг к другу, и ток включается. После того, как края были нагреты для припаивания к пластику, ток прерывается и происходит подавление. Для сварки плавлением ток соединяется перед соединением деталей. Как только достигается определенный зазор между кусками, происходит потрескивание, и края расплавляются. Сварка плавлением используется для соединения цепей, рельсов, труб, штампованных деталей листов, а также материалов разной природы, а именно стали - меди, стали - латуни, алюминия - меди, углеродистой стали и т.д.
- Небольшой вес – в продаже есть устройства, имеющие вес менее 4 кг. Такой прибор можно повесить на плечо и работать с ним даже в самых стесненных условиях.
- . Инверторный аппарат в среднем потребляет почти в 2 раза меньше электричества, чем трансформатор. За счет отсутствия потерь при преобразовании тока, его КПД достигает 90% (тогда как энергия трансформатора тратится на нагрев электрической обмотки).
- Идеальные рабочие характеристики, которых удалось достигнуть за счет учета всех тонкостей производства сварочных работ – даже частота электротока в устройстве используется особая.
- Для работы с инвертором можно использовать электроды всех основных размеров до 4 мм.
- Для плавного изменения силы сварного тока прибор оборудован специальной рукояткой.
Есть и минусы:
Преимущество этой процедуры пайки заключается в ее высоком и высококачественном сварном соединении; Его недостатком является потеря металла из-за ожога. Прерывистая сварка плавлением осуществляется путем изменения давления во время контакта поверхностей, подлежащих сварке. Когда поверхности нагреваются до заданной температуры, электрический шок заставляет края расплавиться. Как только происходит слияние требуемой области, грани, подлежащие пайке, сильно сжаты.
Прерывистая сварка плавлением. Мощность сварочных аппаратов рассчитана от 6 до 15 кВт на 1 см2 участка для сварки. При сварке деталей с закрытыми контурами мощность должна быть удвоена. Классификация сварочных аппаратов. В зависимости от назначения, сварочные аппараты для стыковой сварки могут быть ручными и автоматическими.
- Инверторы не любят влаги и пыли
- Высокая чувствительность .
- Большое количество электронных компонентов в конструкции аппарата нередко приводит к быстрому выходу его из строя.
Сварочные полуавтоматы позволяют производить автоматическую сварку, используя специальную электрод-проволоку и активный углекислый газ (или инертный). Полуавтомат считается идеальным устройством для сварки алюминия, сталей, различных сплавов.
Применение стыковой сварки. Стыковая стыковка обычно используется для соединения проводов или труб и труб, широко используемых при изготовлении корзин, сеток, сетки, цепей и т.д. Этот тип сварки в настоящее время используется при соединении полиэтиленовых труб.
Эти пластины не требуют, чтобы их края были специально разработаны. Во время таких соединений рекомендуется сваривать с обеих сторон, так как, если бы мы делали сварку с одной стороны, могло бы случиться, что влажность будет фильтроваться между щелью деталей с последующим окислением металла в этом месте.
Факторы, влияющие на выбор аппарата
Выбрать наиболее подходящий аппарат для своих нужд довольно сложно, поэтому нужно опираться на следующие соображения:
- Характер работы. Если вы собираетесь заниматься сваркой только в стационарных условиях – дома, на участке или в гараже, то габариты и вес аппарата большого значения не имеют.
Если же вам необходимо перемещать агрегат или работать на выезде, то большие размеры и вес могут превратиться в большую помеху. Тогда более целесообразно приобрести инверторный аппарат, который при малых габаритах может иметь довольно большую мощность.
- Качество электроснабжения. Если аппарат планируется использовать в сельской местности или на даче, то более целесообразно будет приобрести трансформаторный агрегат, он меньше всех зависит от качества электросети.
Если же с напряжением все в порядке и оно составляет не менее 220 или 380 В, при частоте тока 50 Гц, то инверторный аппарат более предпочтителен. Он легче и снабжен устройством от перегрева.
Для серьезных работ лучше выбрать трехфазный аппарат, которым можно варить и чугун и нержавейку. Многие производители выпускают универсальные приборы, работающие от сети 220 В и 380 В, а номинальное значение сварочного тока составляет 190 А. Такое оборудование справится с любой работой.
Поэтому, планируя покупку сварочного оборудования нужно ответить на следующие вопросы:
- Нужен ли вам мобильный аппарат?
- От какой сети ему придется работать?
- Какова средняя длительность работы аппарата?
- Какой именно металл вы планируете варить?
- Какова толщина соединяемых металлических деталей?
Дополнительные сведения по выбору сварочного аппарата
 Помните, что тип сварочного агрегата зависит от металла, который планируется варить. Если это цветные металлы или , то понадобится аппарат постоянного тока.
Помните, что тип сварочного агрегата зависит от металла, который планируется варить. Если это цветные металлы или , то понадобится аппарат постоянного тока.
Для сварки обычного черного металла подойдет и простой сварочный трансформатор.
Если для вас важна ровность шва, то стоит потратить средства на приобретение полуавтомата. Сварочные полуавтоматы хороши тем, что не требуют постоянной замены электродов – в предусмотрено использование бухты специальной проволоки, которая подается автоматически по мере расходования. Эти автоматы обеспечивают лучшее качество шва и избавляют от появления шлака. Поэтому шов получается чистый, ровный и непрерывный.
![]() специалисты советуют покупать аппарат весом не более 20 кг. Это позволит использовать его как в стационарных условиях, так и на выезде.
специалисты советуют покупать аппарат весом не более 20 кг. Это позволит использовать его как в стационарных условиях, так и на выезде.
Приобретая сварочный аппарат, обратите внимание на срок гарантийных обязательств – лучше, если он составляет не менее 3 лет. Что касается немецких, шведских и итальянских производителей, то их оборудование служит гораздо дольше.
Обязательно поинтересуйтесь, кто обеспечивает гарантийную поддержку приобретаемого аппарата, куда и к кому вы сможете обратиться в случае его поломки.
Не покупайте сварочный аппарат, исходя из соображений «про запас» и с большим количеством функций, которыми вы, возможно никогда не воспользуетесь – это ведет к неоправданным расходам.
Стоимость сварочного агрегата зависти от его конструкции:
- Самыми дешевыми являются трансформаторные аппараты, их цена начинается от 3000 рублей.
- Инверторные аппараты стоят дороже – от 15000 до 60000 рублей.