И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
По этой причине важно обратить внимание на размеры входных дросселей. Для каждого типа преобразователя частоты вы можете легко найти подходящий вариант входного дросселя в доступной документации. Это в основном только последовательная индуктивность к сглаживающему конденсатору выхода выпрямительного выпрямителя. Входной дроссель более подходит для заказов с более высоким гармоническим искажением.
Его индуктивность обычно составляет 50% от индуктивности входного дросселя. Идеальный выбор помех на выходе привода - синусоидальный фильтр, который обеспечивает сглаживание почти синусоидального напряжения на двигателе, что уменьшает градиент напряжения, уменьшает помехи и устраняет «свист» двигателя по сравнению с стандартной модульной широтно-импульсной модуляцией модуляции импульсного сигнала. Другим вариантом достижения уменьшения гармонических искажений является, например, использование частотных преобразователей с 12 или 18 импульсными выпрямителями, где во втором варианте имеется удаление до 90% Гармонических токов, но эта опция значительно дороже и используется на более высоких выходах.
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Менеджер по продукции - Промышленные компоненты. Памятники используются для изменения параметров электрической энергии: напряжения, тока, частоты и импеданса. Они используются, например, в электропитании постоянного тока электронных изделий от сетевого питания.
Они используются для преобразования постоянного напряжения в переменный ток, например, для подключения фотогальванических панелей к электрической системе или к источнику компьютера для компьютеров, а также как часть источника. Они используются для изменения напряжения постоянного тока или для управления выходной мощностью постоянного тока или для привода двигателей постоянного тока.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Они используются для изменения частоты сетевого напряжения, например, при управлении коленчатыми валами асинхронных электродвигателей. Устройство изменяет напряжение постоянного тока источника питания на сеть. На рисунке изображен принцип. Изменяет напряжение постоянного тока на напряжения постоянного тока других значений. Чаще всего они используются в источниках питания или для управления двигателями двигателей так называемой импульсной спиральной модуляции.
Автоматический выключатель циклически включает и выключает мощность двигателя. Рекуперативный диод закрывает цепь, когда он выключен, и, таким образом, может протекать через ток, генерируемый энергией, накопленной в индуктивности двигателя. Пока он включен, поток течет через ниппель, а наконечник покупает энергию. Как только выключатель выключен, энергия, накапливаемая в просвете, действует как дополнительный источник, напряжение которого сходится к напряжению источника, а конденсатор проходит через этот диод через этот диод.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Как только спальник снова включится, заряженный конденсатор подаст энергию в стек, пока тростник накапливает энергию из источника. Диод предотвращает включение конденсатора при закрытии выключателя. Если конденсатор не задействован, колебательный штырь, вызванный набуханием, только увеличит турбулентность на короткое время, а во время закрытия шпинделя турбулентность будет равна нулю.
Пока выключатель закрыт, ток течет через палочку к обломку, оболочка накапливает энергию, конденсатор заряжается. Как только спальник выключается, лампа накапливает энергию и удерживает ток в целости, цепь замыкается через диод, выбирается конденсатор.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Если конденсатор не был подключен, его подавали бы только в течение времени закрытия спящего, и это время было бы более сильной турбулентностью. Пока он включен, ток проходит через только пулю, которая накапливает энергию. Надежный алмазный диод, непроницаемый ток находится далеко от блефа. В момент отключения выключатель индуцируется непрозрачным дымом, стебель действует как источник, подает конденсатор и заряжает его над проницаемым поляризованным диодом. Заряженный конденсатор удерживает ток, даже когда лампа уже исчерпала накопленную энергию или исчерпана из источника.
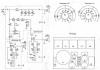
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Если бы конденсатор не был задействован, только вторжение яростного напряжения было бы вторгано, и большая часть времени почти не изменилась бы. Каждый метод дуговой сварки имеет свою специфичность, обусловленную диапазоном применяемых параметров, плотности мощности и свойств дуги, а также способов прохождения металла по дуге.
Способ 141 представляет собой метод дуговой сварки, при котором выделяется тепло, когда дуга сгорает между неплавленным электродом и сваренным материалом. Расплавленный материал образует сварочное озеро, которое защищено от окисления через экран инертного газа, такой как аргон, гелий. Если во время сварки требуется связующее вещество, этот материал обычно подается вручную сварочным аппаратом на место сварки, чаще всего в виде сварочных стержней. Существует также механизированный способ подачи электродной проволоки через устройства подачи холодной проволоки, которые позволяют обеспечить отдельный держатель материала в сварном месте.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Сварка электродами с покрытием или 111, также известная как Экранированная металлическая дуговая сварка, представляет собой ручной дуговой сварочный процесс, который используется для связывания металлов с использованием электродов с горячим расплавом. Электрический ток преобразуется в тепло и сварочный электрод сжигается между электродом и сваренным материалом для расплавления электрода и сварных материалов и постоянного связывания их. Электрод, расположенный под прямым углом к соединению, перемещается вручную сварщиком.
Сварочная дуга может быть снабжена постоянным током с положительной или отрицательной полярностью и переменным током. Электролит предназначен для производства защитного газа и шлака во время сварки, который защищает каждую каплю материала, поступающего в сварочный бассейн из воздуха, особенно кислорода.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Сварочную проволоку подают из подающего устройства через рулонную систему, чтобы доставить ее к току в сварочном приспособлении, где применяется ток. Сварка материалов обычно происходит с постоянным током с положительной полярностью на сварочном захвате, в то время как газозащита является одновременно. Газ образует плазму, которая позволяет сваривать материал из электродной проволоки в сварочный бассейн. Эти методы нашли сегодня самые промышленные применения в мире. Поэтому эти методы постоянно разрабатываются производителями устройств для создания новых сортов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Мостик моста и транспортировка капель обусловлены силой, приходящейся от поверхностного натяжения даже при малых токах, что приводит к нерасщепляющему переходу металла. На следующем этапе цикла импульс тока вызывает нагревание наконечника электродной проволоки, которая образует относительно большую каплю, так что в течение следующего цикла большая часть присадочного материала поступает в сварной шов, в то же время низкое окисление и денатурацию.
Этот метод предназначен для сварки гребня. Такое лечение уменьшило линейную энергию. Этот метод предназначен для сварки тонкостенных материалов или для применений, требующих очень низкой линейной энергии. Это приводит к быстрому отключению капли и переходу к сварочному бассейну.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
Этот метод нашел много применений для сварки преимущественно толстых элементов. В фазе амплитуды скорость тока резко возрастает. Благодаря такому формированию текущего пика его продолжительность больше. Благодаря этому озера проходят не одну каплю за один цикл, а несколько. Этот метод нашел широкое применение в сварке нелегированных материалов, ускоряющих процесс сварки и дополнительно создающих его без спрея.
В этом случае двигатель соединен в треугольник. Подключенный двигатель требует больше тока, поэтому вам нужно выбрать инвертор не для питания, а для определенного тока, обычно преобразователь частоты будет иметь одну более мощную серию. На диаграмме видно, что при этой настройке инвертора на частоте 50 Гц напряжение составляет 230 В, то есть значения для двигателя, подключенного в треугольнике, и, таким образом, изменяя частоту от 0 Гц до 50 Гц, мы достигаем тех же возможностей настройки, что и в первой добавке.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Все это выглядит более интересным, если скорость будет отрегулирована в диапазоне от 50 Гц до 87 Гц. Похоже, что в этом диапазоне мы поддерживаем постоянное соотношение между напряжением и частотой, т.е. имеем возможность работать с постоянным моментом до 87 Гц!
Но в этом случае напряжение не опасно - это означает, что напряжение 400 В будет дано на частоте 87 Гц вместо 50 Гц. Академический случай выглядит так: двигатель с высокой индуктивностью имеет сопротивление, пропорциональное частоте. Если, следовательно, мы даем такое индуктивное напряжение повышенного напряжения, но при увеличенной частоте в то же время мы не будем увеличивать текущее значение, поэтому, если ток не поднимается и двигатель может быть спокойным. Это связано, например, с прочностью производителя двигателей подшипников.
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить .
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Следует также обратить внимание на охлаждение двигателя. Рекомендуется, чтобы двигатели, поставляемые инверторами, были оснащены системой внешней вентиляции, особенно с использованием технологии 87 Гц, или, возможно, превышали размеры двигателей в более высокой степени в серии.
Запросы на технологию 87 Гц. Диапазон регулировки больше в диапазоне от 0 Гц до 87 Гц. Производители двигателей в этом случае обеспечивают долговременную нагрузку своих двигателей, но только с более высокой мощностью двигателя в серии - например, двигатель будет 1, 5 кВт, а не 2 кВт. На практике это означает сознательное уменьшение крутящего момента нагрузки на более высоких скоростях, но это все же предпочтительнее диапазона регулирования от 0 Гц до 50 Гц. Конечно, помните, что всегда есть кратковременная возможность работать на полную мощность.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.

Диапазон регулировки увеличивается по мере увеличения общей площади работы с постоянным крутящим моментом. В конце концов, это преимущество, но в динамических системах это может быть недостатком, потому что в конце концов время от нуля до полной скорости будет увеличиваться - если полная скорость равна 87 Гц.
Из инверторов мы должны позволить нам контролировать скорость вращения двигателя, сохраняя постоянную крутящего момента. После теоретического времени дозы для практического примера применения инвертора. Это точно таинственная основная функция частотного преобразователя!
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
![]()
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.

Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.

На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.